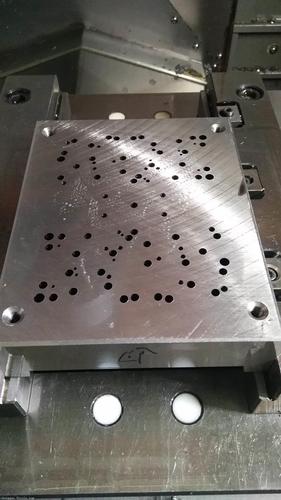
隨著現(xiàn)代制造業(yè)對(duì)微小孔加工精度和效率要求的不斷提高,數(shù)控小孔機(jī)在加工0.15mm直徑、4mm深度微小孔方面展現(xiàn)出顯著優(yōu)勢(shì)。這種高精度深孔加工技術(shù)已成為精密儀器、醫(yī)療器械、航空航天等領(lǐng)域的核心技術(shù)之一。
一、技術(shù)特點(diǎn)與優(yōu)勢(shì)
數(shù)控小孔機(jī)采用精密電火花加工(EDM)或激光加工技術(shù),具有以下突出特點(diǎn):
- 高精度控制:通過(guò)數(shù)控系統(tǒng)精確控制加工參數(shù),可實(shí)現(xiàn)±0.005mm的孔徑精度
- 深徑比優(yōu)異:能夠穩(wěn)定加工深徑比達(dá)26.7(4mm/0.15mm)的微小深孔
- 加工效率高:相比傳統(tǒng)加工方法,加工速度提升3-5倍
- 表面質(zhì)量好:加工表面粗糙度可達(dá)Ra0.4μm以下
二、關(guān)鍵工藝參數(shù)控制
成功加工0.15mm直徑4mm深孔需要嚴(yán)格控制以下參數(shù):
- 電極選擇:采用硬質(zhì)合金或銅鎢合金微細(xì)電極
- 放電參數(shù):峰值電流控制在1-3A,脈沖寬度2-8μs
- 沖液壓力:0.2-0.5MPa的高壓工作液沖洗
- 進(jìn)給速度:采用自適應(yīng)進(jìn)給控制,初始段0.5mm/min,穩(wěn)定段1-2mm/min
三、加工過(guò)程中的技術(shù)難點(diǎn)與解決方案
- 電極損耗控制:采用多段加工策略和電極補(bǔ)償技術(shù)
- 排屑困難:優(yōu)化沖液系統(tǒng)和加工間隙
- 孔位精度:使用高精度對(duì)中系統(tǒng)和溫度補(bǔ)償
- 孔壁質(zhì)量:通過(guò)參數(shù)優(yōu)化和工藝改進(jìn)提高表面完整性
四、應(yīng)用領(lǐng)域與發(fā)展前景
這種高精度深孔加工技術(shù)已廣泛應(yīng)用于:
- 燃油噴嘴微小孔加工
- 醫(yī)療器械微流道制造
- 電子元件散熱孔加工
- 航空航天發(fā)動(dòng)機(jī)葉片冷卻孔
隨著數(shù)控技術(shù)和新材料的發(fā)展,數(shù)控小孔機(jī)在加工更小孔徑、更大深徑比方面將實(shí)現(xiàn)更大突破,為精密制造提供更強(qiáng)大的技術(shù)支撐。