深孔加工是現代精密制造業中一項關鍵且技術密集的工藝,尤其應用于航空航天、汽車工業、能源設備及模具制造等高端領域。它指的是對孔深與孔徑之比(通常大于5:1)較大的工件進行鉆孔、鏜孔、鉸孔等精密加工。這項技術不僅考驗設備的剛性、穩定性,更對刀具設計、冷卻排屑方案及工藝流程控制提出了極高要求。
一、核心技術要點
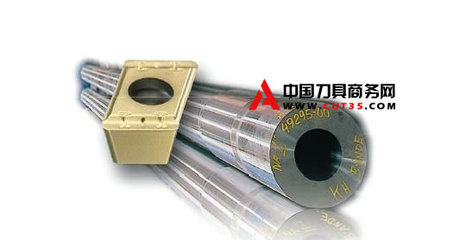
- 專用設備與刀具:深孔加工通常依賴專用的深孔鉆床或經過特殊改造的加工中心。其核心是采用內排屑或外排屑設計的深孔鉆頭(如槍鉆、BTA鉆、噴吸鉆),這些刀具具備高壓冷卻液通道,能在切削過程中有效冷卻刃口并將切屑強制排出,防止因排屑不暢導致的刀具磨損、孔徑偏差甚至斷刀。
- 高壓冷卻與排屑:穩定的高壓冷卻系統是成敗關鍵。冷卻液不僅起到降溫作用,更能形成“液壓楔”支撐孔壁,提高加工精度與表面光潔度,同時確保長條狀切屑被順利帶出,避免堵塞。
- 工藝穩定性控制:由于加工過程不可見,對進給速度、轉速、冷卻液壓力及過濾精度需進行精密編程與實時監控。微小的振動或參數波動都可能導致孔軸線偏斜、孔徑錐度或表面粗糙度超標。
二、典型應用場景
- 航空航天:發動機渦輪軸、起落架作動筒等關鍵部件上的深油路孔、冷卻孔。
- 能源裝備:核電、火電設備中鍋爐管板、汽輪機轉子上的深孔;石油鉆探行業中的鉆鋌、井下工具。
- 模具制造:注塑模、壓鑄模中的深冷卻水道,能極大提升模具壽命與產品成型效率。
- 液壓行業:液壓閥塊內部復雜交叉的深油路網絡,要求極高的孔徑一致性與內壁質量。
三、技術發展趨勢與挑戰
當前,深孔加工正朝著智能化、高效化與復合化方向發展。通過集成在線監測系統(如聲發射、功率監控),可實時感知刀具狀態與加工異常,實現預測性維護。針對難加工材料(如高溫合金、復合材料)的深孔加工技術,以及將深孔加工與后續的精鏜、滾壓等工序復合的一體化解決方案,正成為行業研發的熱點與核心競爭力所在。
深孔加工絕非簡單的“打深孔”,它是一項集精密機械、流體動力學、材料科學及智能控制于一體的系統性工程。選擇技術成熟的供應商,并針對具體工件材料、精度要求及產量制定科學的工藝方案,是確保產品質量與生產效率的基石。