深孔鍵槽的加工是機械制造中的常見需求,尤其是在軸套類零件生產中。針對用戶提出的問題——深孔鍵槽能否在銑床上銑削加工,答案是肯定的,但需結合零件材料、鍵槽尺寸和加工條件進行具體分析。以下從加工原理、工藝要點、局限性與優化建議等方面展開說明。
一、深孔鍵槽銑削的可行性
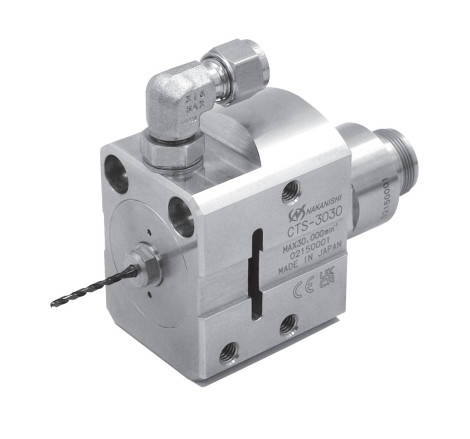
銑床通過安裝專用刀具(如鍵槽銑刀或長柄銑刀)可實現深孔內鍵槽的加工。對于軸套類零件,若孔徑允許刀具伸入且鍵槽深度適中,銑床是經濟高效的選擇。但若鍵槽過深(例如深度超過孔徑的5倍),需考慮刀具剛性、排屑和冷卻問題,否則可能影響加工精度。
二、關鍵工藝要點
- 刀具選擇:優先使用剛性好的鍵槽銑刀或加長柄銑刀,刀具直徑需匹配鍵槽寬度,并注意刃長足夠覆蓋鍵槽深度。
- 裝夾與對中:軸套必須牢固固定,確保孔軸線與銑床主軸平行。使用分度頭或專用夾具可提高對中精度。
- 切削參數:根據材料特性調整轉速、進給和切深。例如,低碳鋼可用較高轉速,而高硬度材料需降低參數以避免刀具磨損。
- 冷卻與排屑:深孔加工易積屑,需持續注入切削液冷卻并輔助排屑,防止刀具卡滯或工件過熱。
三、材料的影響
軸套材料直接影響加工難度:
- 低碳鋼或鋁合金:易切削,適合銑床加工。
- 高硬度合金或淬火鋼:可能需預鉆孔或改用拉床、插床,以減少刀具損耗。
四、局限性及替代方案
若鍵槽深徑比過大(如>10),銑床可能因刀具振動導致精度下降。此時可考慮以下替代工藝:
- 拉削:適用于大批量生產,精度高但成本較高。
- 電火花加工:用于高硬度材料或復雜鍵槽,但效率較低。
五、實用建議
對于文中所提“一批軸套零件”,建議先試制樣品:
- 測量孔徑、鍵槽深度和材料硬度,驗證銑床刀具可達性。
- 若批量大,可定制專用夾具或組合工藝(如銑削后精磨),以提升效率和質量。
深孔鍵槽在銑床上加工是可行的,但需綜合評估材料、精度要求和設備能力。合理規劃工藝,可有效降低成本并保證零件性能。